- Руководство по техническому обслуживанию и заправке бесцентрово-шлифовальных станков
- Станки для зачистки стали: преимущества и применение
- Почему стоит выбрать станок для снятия оболочки Mingcheng: повышение производительности и прибыли
- Металлические материалы и тенденции их развития
- Токарные и фрезерные станки: токарная обработка против фрезерной
- Выравниватели натяжения: передовые решения по выпрямлению
Почта:liu@mingchenggroup.com
Телефон:+86 13322202758
QQ:605712576
Адрес:Улица Канвань, Район Чжуншань, Город Далянь, Провинция Ляонин
Преимущества и вызовы процесса обдирки в металлообработке


Обдирка прутков – это важный механический процесс, используемый для достижения высокого качества поверхности, точности размеров и геометрической точности. Этот процесс применяется к различным материалам, включая углеродистую сталь, пружинную сталь, нержавеющую сталь, никелевые сплавы, титан и алюминий. Процесс включает обработку грубых, кованых, изогнутых или прокатанных заготовок диаметром от 10 до 650 мм для получения блестящей, гладкой поверхности и устранения трещин, вызванных предыдущими процессами ковки и прокатки.
Производительность и эффективность обдирки прутков
Обдирка прутков признана за её высокую производительность и эффективность. По сравнению с традиционными процессами точения, она значительно сокращает время обработки, одновременно обеспечивая первоклассные результаты по качеству поверхности и точности размеров. Эти преимущества приводят к экономии затрат и уменьшению объёмов доработки, что повышает эффективность производства яркого стального проката.
Тем не менее, этот процесс представляет значительные вызовы для инструментов и станков. Тяжелая механическая обработка, связанная с обдиркой прутков, требует прочного и долговечного оборудования для поддержания высокой производительности и точности на протяжении длительного времени.
Схематическое изображение пилинговой машины

1. Механизм подачи
2. Входные направляющие ролики.
3. Вставка для пилинга
4. Инструментальная направляющая/картридж.
5. Выходные направляющие ролики.
6. Двигатель регулировки инструмента
7. Измерительное устройство
8. Выдвижная челюстная каретка
9. Руководство по входу
10. Токарный центр
11. Двигатель механизма подачи
12. Пилинг головы
13. Коническое кольцо
14. Полый вал
15. Главный редуктор
16. Главный двигатель
17. Двигатель каретки выдвижной челюсти.
18. Руководство по выходу
Внутренняя обдирка бесшовных стальных труб
Внутренняя обдирка – это специализированный процесс, используемый для окончательной обработки внутреннего диаметра бесшовных стальных труб, холодносварных труб или холоднотянутых прецизионных стальных труб. Эти трубы часто используются для изготовления цилиндрических компонентов.
При внутренней обдирке обычно используется комбинация инструментов для обдирки и гладкого прокатывания. В головке внутренней обдирки размещены картриджи, удерживающие и зажимающие обдирочные вставки. Обычно используются две сменные вставки, расположенные на 180° по диаметру. Для повышения скорости удаления материала применяются тандемные системы, в которых две обдирочные вставки расположены одна за другой в осевом направлении.
После процесса обдирки для дальнейшей оптимизации поверхности используется инструмент для гладкого прокатывания. С помощью давления роликов и вращения материал уплотняется, уменьшается шероховатость и неровности, что приводит к более ровной, гладкой и износостойкой внутренней поверхности трубы.
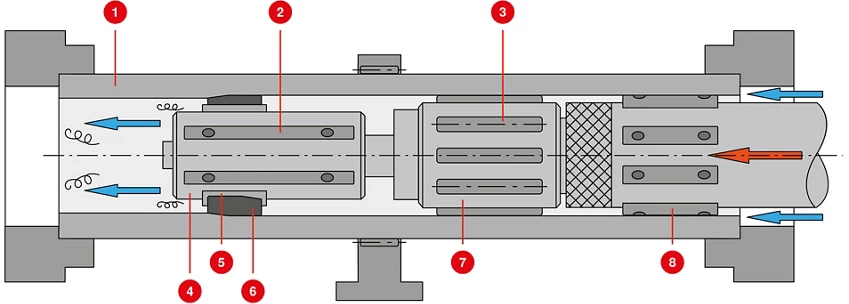
Заготовка (трубка)
Направляющая для отслаивания головки
Гладкие ролики
Внутренняя пилинговая головка
Картридж
Внутренняя вставка для пилинга
Гладкая роликовая головка
Направляющая планки
Заключение
Обдирка прутков, как внешняя, так и внутренняя, играет ключевую роль в металлообрабатывающей промышленности, обеспечивая высокое качество обработки поверхности и точность размеров. Несмотря на вызовы, которые она представляет для инструментов и станков, её преимущества в производительности, эффективности и снижении затрат делают её незаменимым процессом при производстве яркого стального проката и прецизионных труб.
- Предыдущий:Революция в обработке металлов: машина непрерывной зачистки латунных стержней/стержней MC
- Следующий:Полное руководство по бесцентровым токарным станкам



